机械基础-塑胶模具
机械基础-塑胶模具
执笔模具制造工艺
- 机械加工
- 数控加工
- 特种加工(如电火花加工)
- 模具的研磨与抛光
- 快速成型及快速制模技术
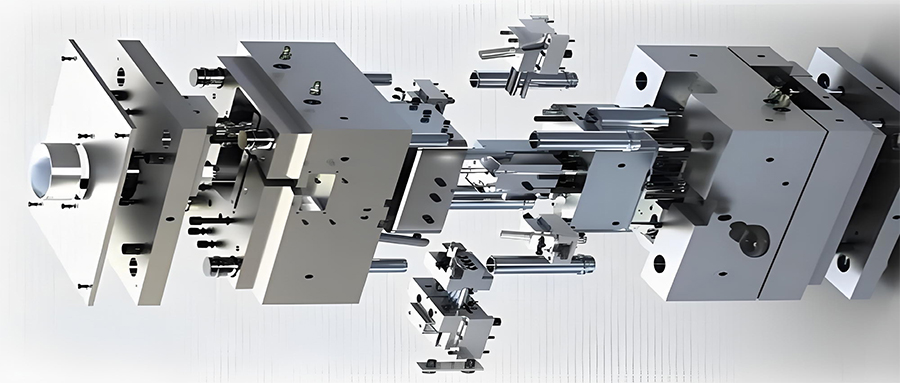
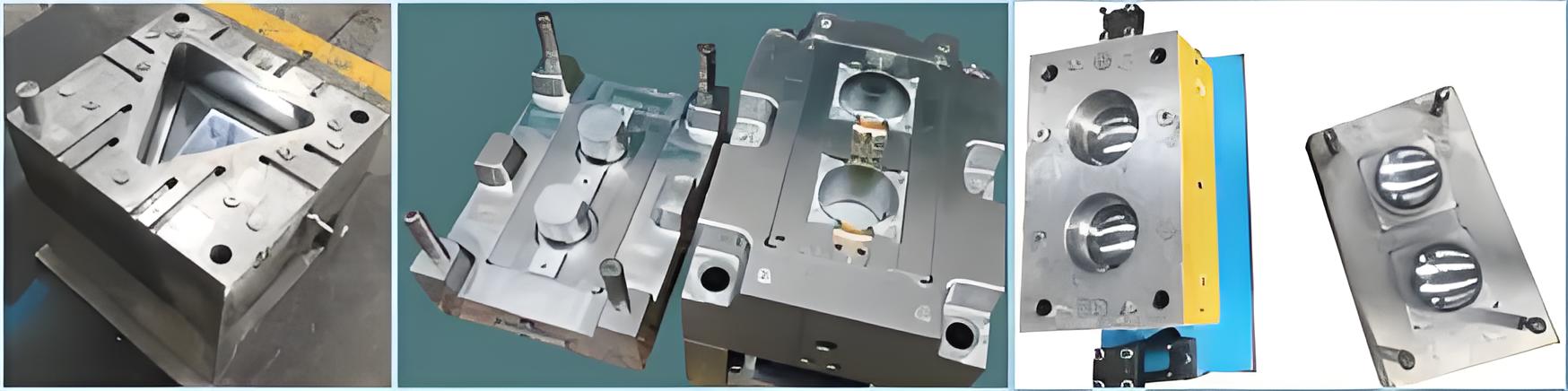
结构组成

两板模

三板模

基本结构
浇注系统
- 浇注系统是指从注塑机唧嘴开始到型腔为止的塑胶流动通道,主要由主流道、分流道、浇口和冷料穴组成

浇口
-
常见浇口类型有直接浇口﹑侧浇口﹑潜伏式浇口﹑点浇口等多种
-
设计时应根据产品的不同要求选择合适的浇口类型,尤其当制品外观有要求时,要慎重选择


根据浇注系统分类
大水口模具
- 流道及浇口在分模线上,与产品在开模时一起脱模,设计最简单,容易加工,成本较低,所以较多人采用大水口系统作业
细水口模具
- 流道及浇口不在分模线上,一般直接在产品上,所以要设计多一组水口分模线,设计较为复杂,加工较困难,一般要视产品要求而选用细水口系统
热流道模具
- 此类模具结构与细水口大体相同,其最大区别是流道处于一个或多个有恒温的热流道板及热唧嘴里,无冷料脱模,流道及浇口直接在产品上,所以流道不需要脱模,此系统又称为无水口系统,可节省原材料,适用于原材料较贵、制品要求较高的情况,设计及加工困难,模具成本较高。
成型系统
- 成型系统是指产生制品外形和尺寸的系统;包含分型面、胶位面、碰穿面、插穿面、枕位、侧抽芯(行位)、镶件和斜顶等结构

分型面
- 又称PL面,是将模具分割为动模和定模或凹模和凸模的面

碰穿面、插穿面、枕位
- 与分型面平行的公母模贴合面叫碰穿面
- 与分型面不平行的公母模贴合面叫插穿面
- 外壳类塑料件的边缘常开有缺口,用于安装各类配件,此处形成的枕状分型部分称为枕位

侧抽芯(行位)
指模具的行位机构,即凡是能够获得侧向抽芯或侧向分型以及复位动作来拖出产品倒扣,低陷等位置的机构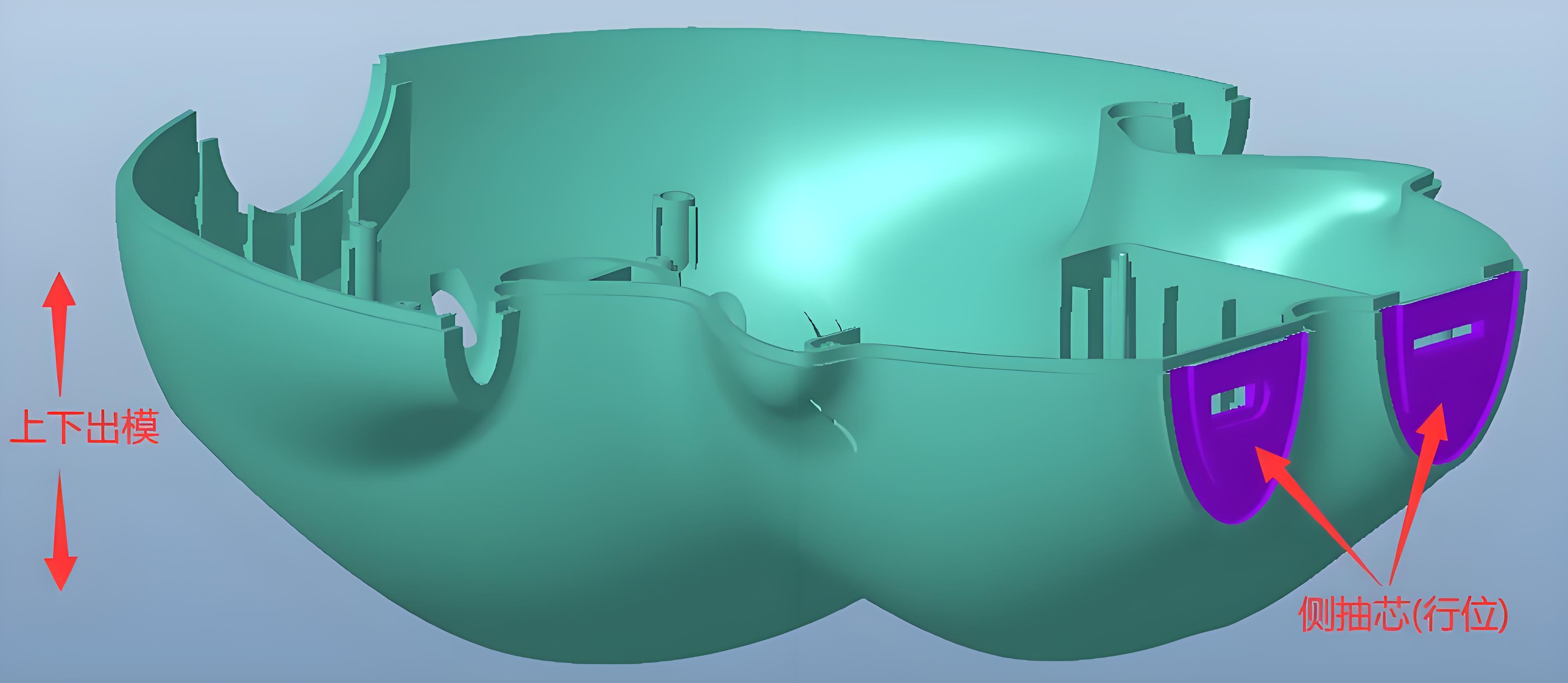
斜顶
- 也叫斜梢,是模具设计中用来成形产品内部倒钩的机构

顶出系统
- 当制品在模具中固化后,需要有一套优先的方式将其从模具中顶出,而且在顶出中不能出现顶白、制品变形、破裂等损坏制品的现象,这套系统被称为顶出系统
- 顶出的主要形式:顶针顶出、司筒(顶管)顶出、顶块顶出、推板顶出等
顶针顶出


司筒(顶管)顶出


顶块顶出


推板顶出


排气系统
- 在制品成型过程中排除型腔内和流道的气体以及塑料溶体产生的分解气体,减少造成制品的烧焦、气痕等成型缺陷
排气的方式
-
分型面排气
-
顶针与型腔间隙排气
-
利用镶件与镶针排气
-
顶针与司筒排气
-
侧向分型与抽芯机构排气

冷却系统
- 为了满足注塑工艺对模具的温度要求,必须对模具温度进行控制,所以模具常常设有冷却系统并在模具内或四周安装加热元件
- 冷却系统一般是在模具上开设冷却水道

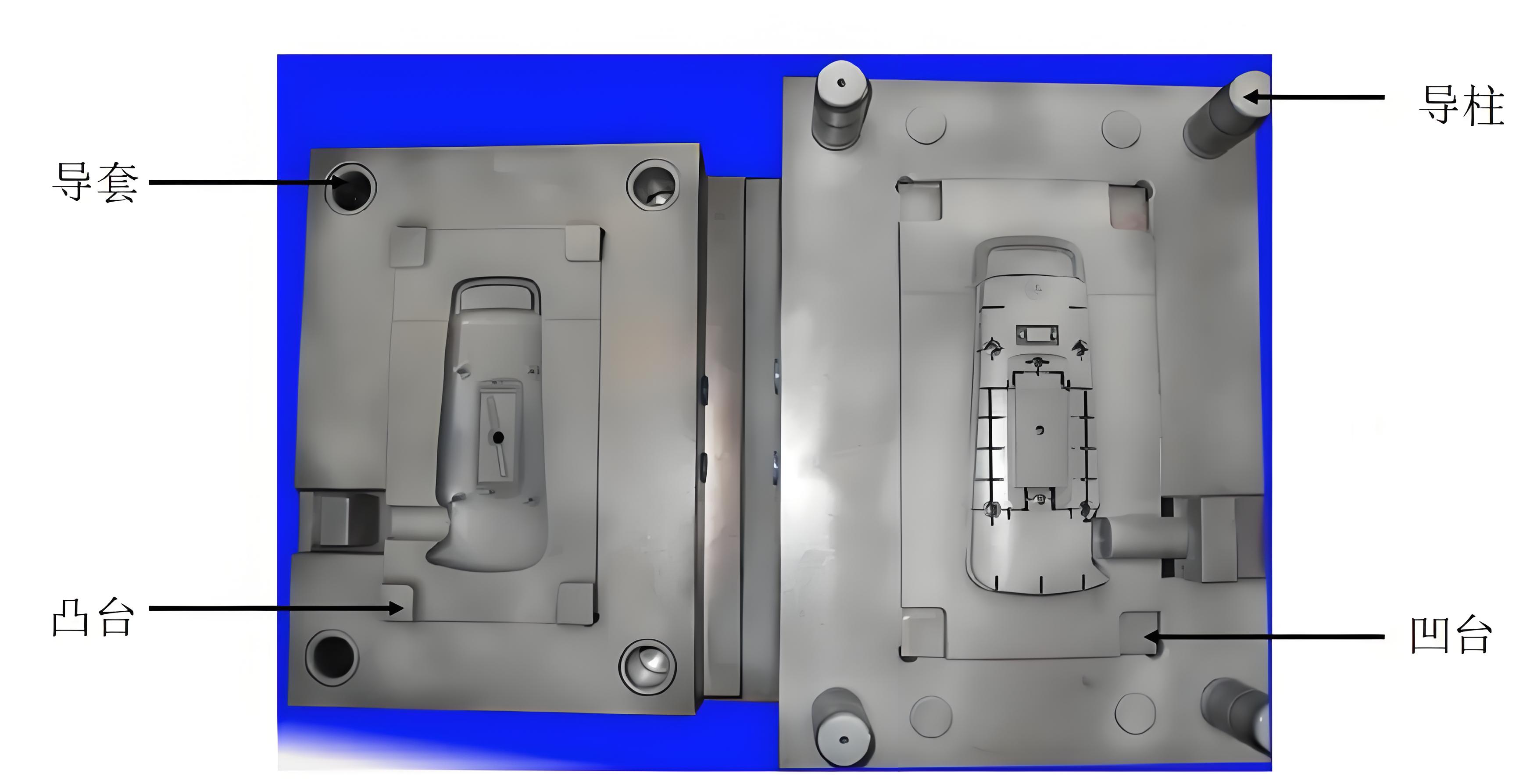
定位导向系统
- 导向与定位系统的作用:保证模具在进行装配和调模试机的时候,保证凹凸模之间一定的方向和位置
- 导向与定位系统包含导柱、导套、凸台等

塑胶模具的分类
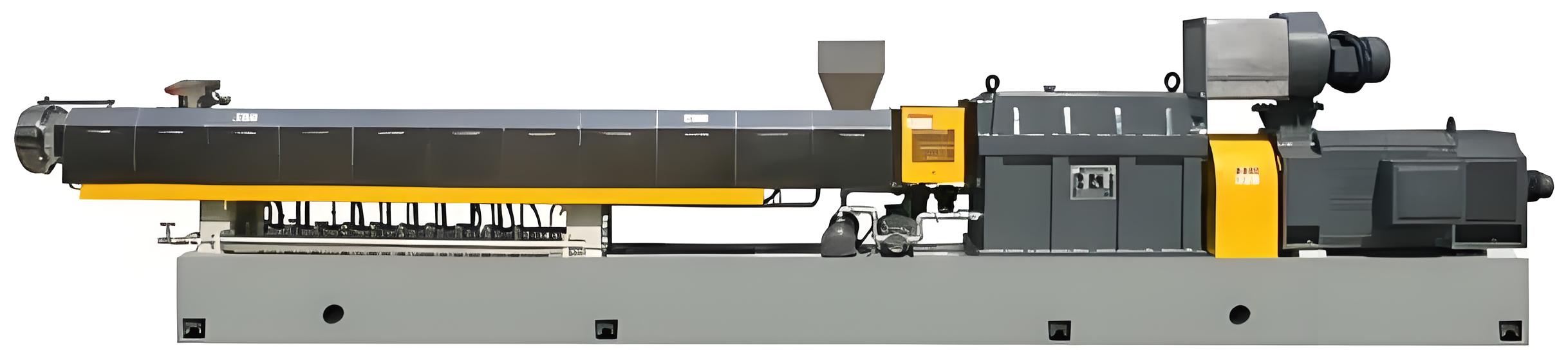
注塑模(注射成型)
- 注射成型是先把塑料加入到注射机的加热料筒内,塑料受热熔融,在注射剂螺杆或柱塞的推动下,经喷嘴和模具浇注系统进入模具型腔,由于物理及化学作用而硬化成型称为注塑制品
- 常见的注塑制品:数码类、家电类、日用品类产品等等



吸塑模(真空吸塑成形)
- 真空吸塑成形是把热塑性塑料板固定在模具上,用辐射加热器进行加热,当加热到软化温度时,用真空泵把板材与模具之间的空气抽掉,借助大气压力,使板材贴模成形,冷却后再用压缩空气使制品从模具内脱出
- 常见的吸塑制品:一次性饭盒和杯子、饮料杯、产品包装内衬等等



吹塑模(中空吹塑成形)
- 中空吹塑成形是将处于塑性状态的塑料型坯置于模具型腔内,使压缩空气注入型坯中将其吹胀,使之紧贴于模腔壁上,经冷却定型后得到一定形状的中空塑件的加工方法
- 常见的吹塑制品:饮料瓶子、饮水机矿泉水桶、油壶、洗发水和沐浴露等日用品瓶子等等



挤塑模(挤塑成形)
- 挤塑成形是将固态塑料加入挤出机的料斗,利用挤出机的螺杆旋转加压与加热器使其熔融、塑化,通过特定形状的机头口模成为截面与机头口模形状相仿的连续塑料,然后经定径冷却装置、牵引装置、卷料装置而成为塑料型材
- 常见的挤塑制品:管材、板材、棒材、片材、线材和薄膜等连续型材


压塑模(压缩成形)
- 压缩成型是将塑料直接加入到具有一定温度的敞开的模具型腔内,然后闭合模具,在热与压力作用下塑料熔融变成流动状态,由于物理及化学作用,而使塑料硬化成为具有一定形状和尺寸的常温保持不变的塑件,俗称压制成型
- 常见的压缩成型制品:电器的插头插座、锅柄、瓶盖、坐便器、餐盘等等



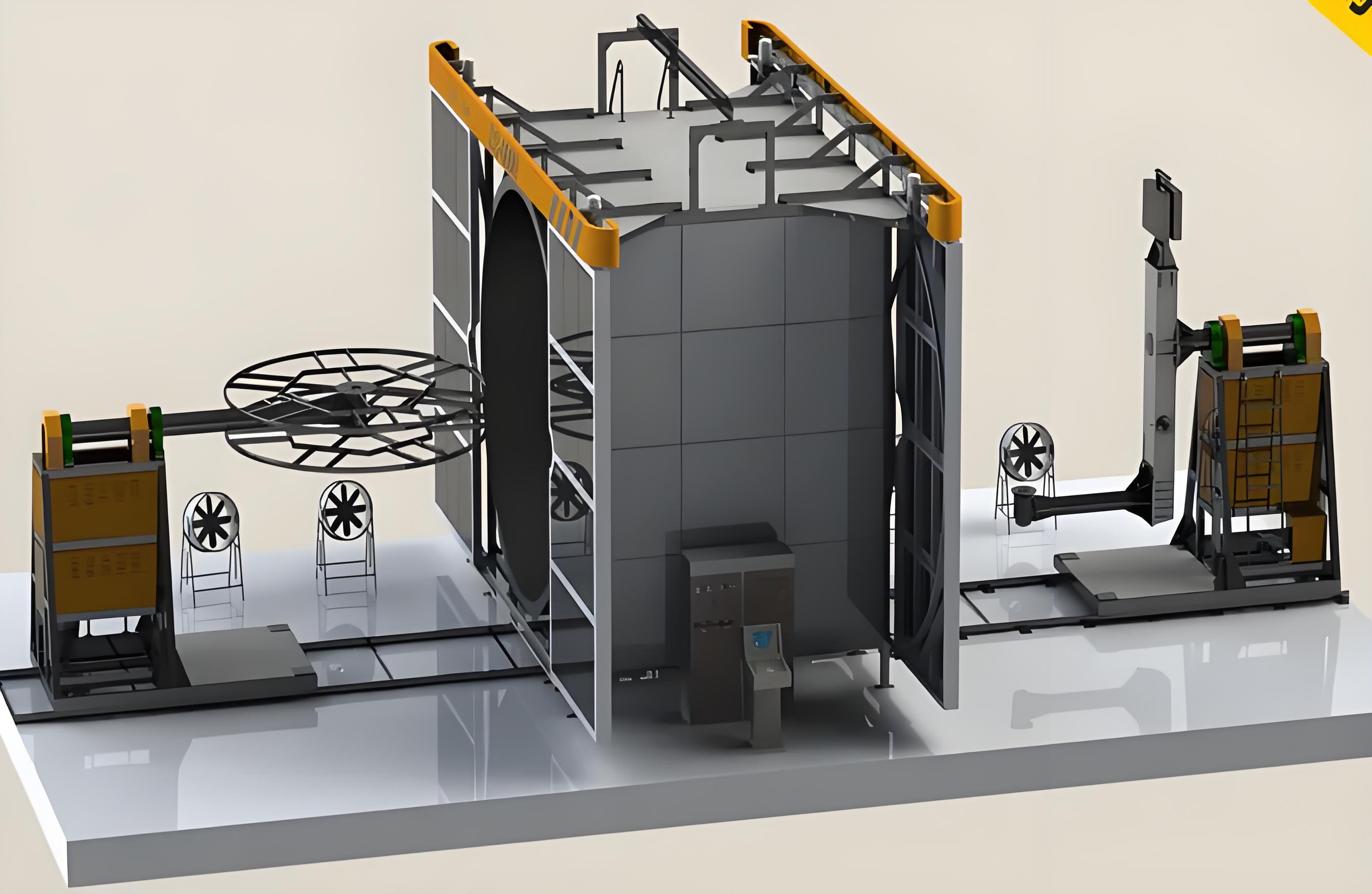
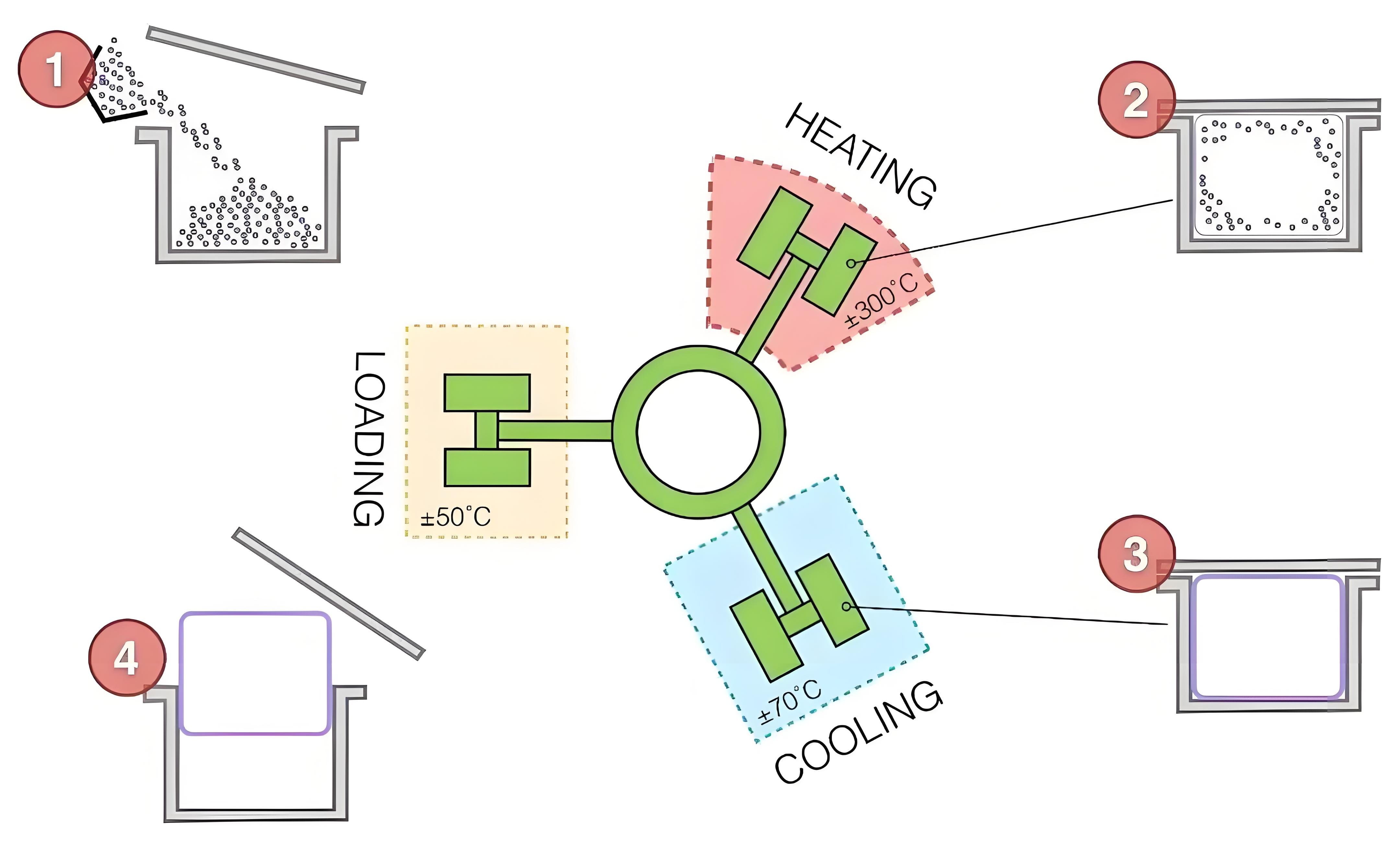
滚塑模(旋转成形)
- 又称旋转成型、旋塑、旋转模塑、旋转铸塑、回转成型等,该成型方法是先将计量的塑料(液态或粉料)到加入模具中,在模具闭合后,使之沿两垂直旋转轴旋转,同时使模具加热,模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为与模腔相同的形状,再经冷却定型、脱模制得所需形状的制品
- 常见的旋转成型制品:电水球、浮球、小游泳池、自行车座垫、冲浪板,机器外壳、防护罩、灯罩、农用喷雾器、家具、独木舟、野营车辆顶等等


塑胶模具钢材分类
| 钢材编号 | 标准规格 | 硬度 | 一般特性用途 | 适用模具零件 | 备注 |
|---|---|---|---|---|---|
| 8407 | H-13(改良型) | 热处理48~52HRC | 热膜钢,高韧性,耐热性好,适合PA、POM、PS、PE、EP塑料模。金属压铸,挤压模 | 上下内模镶件,侧向抽芯及滑块,型芯侧抽芯及滑块镶件,浇口套,斜推杆 | 一胜百 |
| 2344 | H-13 | 热处理48~52HRC | 热膜钢,高韧性,耐热性好,塑料模。金属压铸,挤压模 | 上下内模镶件,侧向抽芯及滑块,型芯侧抽芯及滑块镶件,浇口套,斜推杆 | LKM |
| 2344supper | H-13(改良型) | ||||
| S136 | 420 | 热处理48~52HRC | 高镜面度,抛光性好,抗锈防酸性,适合PVC、PP、EP、PC、PMMA塑料模 | 上下内模镶件,侧向抽芯及滑块,型芯侧抽芯及滑块镶件,浇口套,斜推杆 | 一胜百 |
| S136H | 不需要热处理(预加硬)31~33HRC | ||||
| 2083 | 420 | 热处理48~52HRC | 防酸,抛光性好,适合酸性塑料及要求良好抛光模具 | 上下内模镶件,侧向抽芯及滑块,型芯侧抽芯及滑块镶件,浇口套,斜推杆 | LKM |
| 2083H | 不需要热处理(预加硬)31~35HRC | ||||
| 718 | P20(改良型) | 不需要热处理31~35HRC(预加硬)35~41HRC | 高抛光度,高要求内模镶件,适合PA、POM、PS、PE、PP、ABS塑料模具 | 上下内模镶件,侧向抽芯及滑块,型芯侧抽芯及滑块镶件 | 一百胜 |
| 718 H | |||||
| 738 | P20 加镍 | 不需要热处理31~35HRC(预加硬)31~40HRC | 适合高韧性及高磨光性塑料模具 | 上下内模镶件,型芯 | LKM |
| 738 H | |||||
| P20HH | P20(改良型) | (预加硬)35~40HRC | 高硬度,高光洁程度及耐磨性,适合PA、POM、PS、PE、PP\ABS塑料模 | 上下内模镶件,型芯 | 美国芬可乐 |
| NAK80 | P21(改良型) | (预加硬)40~43HRC | 高硬度,镜面效果佳,放电加工良好,焊接性能佳。适合电蚀及抛光性能模具 | 上下内模镶件,侧向抽芯及滑块,型芯,侧抽芯及滑块镶件,斜推杆 | 日本大同 |
| NAK55 | P21加硫(改良型) | (预加硬)40~43HRC | 高硬度,易切削,加厚焊接性良好。适合高性能塑料模具 | 上下内模镶件,型芯 | 日本大同 |
| 2311 | P20 | (预加硬)280~325HB | 适合一般性能塑料模具钢 | 上下内模镶件,型芯 | LKM |
| 638 | P20 | (预加硬)270~300HB | 加工性能良好,适合高要求大型模架及下模 | 下内模镶件,型芯 | LKM |
| DF2 | 0-1 | 热处理54~56HRC | 微变形油钢,耐磨性好 | 压条,耐磨板,大推圈齿条,滚轮等 | 一百胜 |
| 2510 | |||||
| S50C-S55C | 1050 | 不需要热处理(预加硬) | 黄牌钢适合模架及机械配件 | 模板,拉板,支板撑头,锁紧块,定位块等 | 国产45# |
评论
匿名评论隐私政策
✅ 你无需删除空行,直接评论以获取最佳展示效果