机械基础 - 材料(注塑材料)

机械基础 - 材料(注塑材料)
执笔POM
-
聚甲醛(POM),又名缩醛树脂、聚氧化亚甲基,聚缩醛,是热塑性结晶性高分子聚合物,被誉为“超钢”或者“赛钢”
-
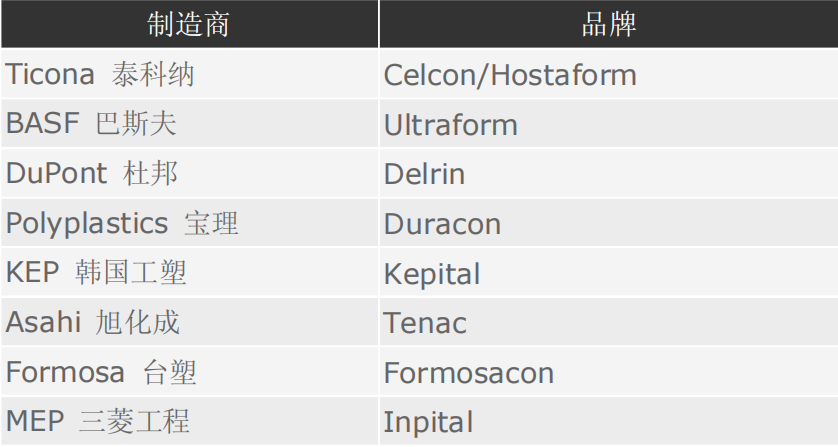
均聚甲醛:Delrin
-
美国杜邦公司
-
均聚物材料具有很好的延展强度、抗疲劳强度,但不易加工
-
-
共聚甲醛:Celcon
-
美国塞拉尼斯公司
-
共聚物材料具有很好的热稳定、化学稳定性且易于加工
-
-
基本性能:
- 是一种半透明白色物料
- 耐疲劳强度高
- 耐磨性好
- 吸水率低
- 表面硬度大,刚性好
- 尺寸稳定性好,产品的尺寸精度高
- 滑动性好
-
热性能:
- 具有较高的热变形温度
-
电性能:
- 电绝缘性较好
-
防火性能:
UL94V-0:UL94标准中最高的阻燃等级,V-0:对样品进行两次10秒的燃烧测试后,火焰在10秒内熄灭,不能有燃烧物掉下
-
其氧指数(LOI)为 15%,较易燃烧,因此难于达到 UL94V-0 的阻燃等级
-
耐候性:
耐候性是指塑料制品因受到阳光照射,温度变化,风吹雨淋等外界条件的影响,而出现的褪色,变色,龟裂,粉化和强度下降等一系列老化的现象。其中紫外线照射是促使塑料老化的关键因素
-
共聚甲醛的耐候性能优于均聚甲醛
-
抗热老化性能优良
-
耐水解性:
- 优良的耐水解性能,可在 80℃热水中长期使用
- **干燥:**树脂本身的吸湿性很小,因此并不一定需要干燥,但成型时如含水量大于0.1%,则需进行干燥,也有利于避免出现模垢现象,但对于一些填充品级,如碳纤维填充,导电品级,则必须进行干燥,干燥条件为 80-90℃,3~4 小时
- **回收利用:**可以使用再生材料。回收料即使 100%使用 10 次,其物性都基本上不会发生变化,但颜色会有所变化,原则上是 25-30%的回收料与 75-70%的新料混合使用
- **热稳定性:**在 210℃的温度下停留 60 分钟后再进行成型,成型出来的制品的拉伸强度几乎没有什么变化。具有良好的热稳定性
- **注射机台:**用普通注射成型,合模力>成型品的投影面积 x40-60MPa
- **料筒容量:**产品重量一般为料筒容量的 40-80%
- 喷嘴与闭锁系统:可用开放式喷嘴,但为了防止流涎,最好选用闭锁式喷嘴
- **螺杆:**用标准型螺杆即可,压缩比 2.8-3.0:1,长径比:18-22:1
- **料筒温度:**树脂的熔点约 165℃,实际成型时的最佳温度是 190-210℃,最好是200-210℃
- 模具温度: 标准模具温度是 60-80℃,根据成型品的特性,表面状态、使用中尺寸的变化、成型周期等要求不同,需要调节模具温度。
有时为降低成型周期,将模具温度设定在 30-40℃,但容易留下残留应变及得不到好的外观 - **注射压力:**应考虑树脂的流动性,收缩性,成型品的物性等进行设定。一般为 98MPa以上。保压压力为 49-98MPa
- 注射速度: 一般在 5-50mm/s,但应考虑成型品的形状、壁厚、质量要求、流道粗细、浇口尺寸等因素进行设定
- **背压:**为了计量稳定化及防止发生注嘴的滴料现象,建议背压设定为 0.5-1.0MPa
- **螺杆转速:**一般以 100-150rpm 为宜
- **成型收缩率:**成型收缩率较大,可高达 2-3.5%
- **二次加工:**可进行雕刻,攻丝,压入,金属嵌件,切削等二次加工

- PTFE(聚四氟乙烯):可在原材料基础上提高耐磨性(特氟龙是一个特定品牌名字,由杜邦公司生产和销售)
- GF(玻璃纤维):增加材料强度、耐温
PA
- 句酰胺(PA)
-
普通尼龙
- PA6
- PA66
-
长链尼龙
- PA11
- PA12
- PA610
- PA612
-
特种尼龙
-
高温尼龙
- PA46
- PA6T
- PA9T
- PA10T
-
透明尼龙
- PA6-3-T
- PAPACM12
-
-
热塑性弹性体
- PEBA
- TPE-A
PA66
PA:尼龙,化学名:聚酰胺;66:尼龙66分子式:—[NH(CH2)6NHCO(CH2)4CO]n—第一个6表示二元胺的碳原子数,第二个6表示二元酸的碳原子数
- 聚己二酰己二胺,俗称尼龙-66,是一种热塑性树脂
- 本色为半透明乳白色
- 为提高PA66机械性能,常加入各种改性剂,如玻璃纤维
鉴别:用PA66与盐酸在110℃加热4小时,有少量的白色已二酸结晶沉淀析出,PA6没有 ;燃烧法:蓝色火焰
如PA66 GF30,PA66 GF35;GF表示玻璃纤维,30表示玻璃纤维含量,玻纤含量越高,材料硬度越高,塑性越低,缩水率越小
- 吸湿性:
- PA66塑料在成型后仍然具有吸湿性,其程度主要取决于材料的组成、壁厚以及环境条件
- 收缩率:
- PA66的收缩率在1%2%之间,加入玻璃纤维添加剂可以将收缩率降低到0.2%1%
- 粘度:
- 对温度变化很敏感,粘性较低,流动性好
- 干燥: 85℃的热空气中干燥处理。如果湿度大于0.2%,还需要进行105℃,12小时的真空干燥
- 熔化温度 :**260290℃**。对玻璃添加剂的产品为275280℃。熔化温度应避免高于300℃
- 模具温度: 建议80℃。模具温度将影响结晶度,而结晶度将影响产品的物理特性。对于薄壁塑件,如果使用低于40C的模具温度,则塑件的结晶度将随着时间而变化,为了保持塑件的几何稳定性,需要进行退火处理
- 注射压力:通常在750~1250bar,取决于材料和产品设计
- 注射速度:高速(对于增强型材料应稍低一些)
-
密度:1.3-1.4g/cm³
-
颜色:普通为黑色
-
高强度
-
短期耐温可以达到250度,长期耐温150-160度
-
耐水解
-
耐磨
-
抗拉伸
-
收缩率:0.4~0.7%
PBT
- 聚对苯二甲酸丁二酯(PBT)
- 乳白色半透明到不透明、半结晶型热塑性聚酯
如PA66 GF30,PA66 GF35;GF表示玻璃纤维,30表示玻璃纤维含量,玻纤含量越高,材料硬度越高,塑性越低,缩水率越小
-
密度:是1.30~1.31 g/cm³
-
高耐热性
-
不耐强酸、强碱,能耐有机溶剂,
-
可燃,高温下分解
-
高韧性
-
耐疲劳性
-
自润滑
-
低摩擦系数
-
耐候性
-
吸水率低,仅为0.1%
-
熔点为224℃
- PBT+30%GF长期使用温度就是130-140度
工艺条件
- 干燥处理:这种材料在高温下很容易水解,因此加工前的干燥处理是很重要的。在空气中的干燥条件为120℃,68小时,或者150℃,24小时。湿度必须小于0.03%。如果用吸湿干燥器干燥,建议条件为150℃,2.5小时
- 熔化温度:225~275℃,建议温度:250℃
- 模具温度:对于未增强型的材料为40~60℃。要很好地设计模具的冷却腔道以减小塑件的弯曲。热量的散失一定要快而均匀。建议模具冷却腔道的直径为12mm
- 注射压力:中等(最大到1500bar)
- 注射速度:应使用尽可能快的注射速度(因为PBT的凝固很快)
PA6
尼龙6分子式—[NH—(CH2)5—CO]n— 单体含有6个碳,6用来区别别的聚合物
- 微黄半透明材料
鉴别:用PA6与盐酸在110℃加热4小时,没有少量白色己二酸结晶沉淀析出 ,燃烧法:蓝底黄火焰,烧植物味
-
熔点:215~225℃
-
密度:1.13g/cm³
-
热塑性好
-
轻质
-
耐化学品好
-
耐久性好
-
机械强度较高,但低于PA66
-
抗冲击和柔性高于PA66
- 干燥:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。如果材料是用防水材料包装供应的,则容器应保持密闭。如果湿度大于0.2%,建议在80C以上的热空气中干燥16小时。如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干
- 熔化温度:230280℃,对于增强品种为250280℃
- 模具温度:8090℃。模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。对于结构部件来说结晶度很重要,因此建议模具温度为8090℃。对于薄壁的,流程较长的塑件也建议施用较高的模具温度。
增大模具温度可以提高塑件的强度和刚度,但却降低了韧性 。如果壁厚大于3mm,建议使用20~40C的低温模具。对于玻璃增强材料模具温度应大于80℃ - 注射压力:一般在750~1250bar之间(取决于材料和产品设计)
- 注射速度:高速(对增强型材料要稍微降低)
- MD30(矿纤维含量30%):降低材料翘曲
PET
- 聚对苯二甲酸乙二酯
- 由美国杜邦公司在1953年最早实现工业生产
- PET塑料为无色具有一定光泽的透明物质(无定形),或不透明乳白色物质(结晶性)
- 密度分别为1.30~1.33g/cm3、1.33~1.38g/cm3
- 强度高
- 耐腐蚀性
- 耐磨性好
- 收缩率低:1%
- (2 封私信 / 80 条消息) pet 塑料的特点有哪些? - 知乎 (zhihu.com)
EPTFE
- 膨体聚四氟乙烯